While watching a Bob Rozaieski video the other day my eye was drawn to the mallet he was using. So I sez to myself, “Self, you gotta make yourself something like that!”
Since this list is already getting too long and I still have a large number of items yet to go, I decided to consolidate a half-dozen of my “winter projects (and well beyond)” into one with the identical theme for all the elements — making tools. I have no doubt there will be other additions as time goes on, but these are the ones already on my “to do” list.
Copying (?) A Robert Towell (?) Infill Miter Plane
I do not own many truly “collectible” vintage tools, but this plane is one of them. Perhaps made by London planemaker Robert Towell in the early 1800s, I bought this very-little-used plane at Martin Donnelly’s several years ago from one of the tailgate vendors.
Though the characteristics of the plane are consistent with Towell’s work, he was apparently somewhat cavalier about stamping his planes and this one is unmarked. Had he stamped this one I would have certainly not been able to afford it. So, thanks to his oversight I was able to become the owner of this superb beauty at a 90% discount (!) off an identical plane with his stamp.
In addition to this full-sized Towell miter plane, I have one of Raney Nelson’s early planes, a miniature scale but similar form. I use it for trimming parquetry lozenges, one of a half-dozen planes I employ for that task (is that too many?). Maybe I need to purge that inventory a bit.
Nah, I’ll wait until I finish and fill my new standing tool cabinet. Check back with me then.
In the meantime, I’m thinking I need to make a third plane to complete this set, one halfway in between the sizes.
You (and I) might ask, “Don, do you really need it?”
And my reply would be, “Butt out of my bidnez.”
The project would give me a chance to invite over my new friend, an Amish blacksmith and newcomer to the county (heck, I’m a newcomer and we bought our cabin twenty years ago! I expect my soon-grandson will be a “newcomer” also, but his grandkids maybe not), who is very interested in this kind of tool making. It would also give me the opportunity to approach the local bladesmith/exotic dancer about fashioning a Damascus steel blade.
What, you think Austin TX is the only place with eccentric folks? We might not be San Fransicko but we do have a lot of competing drummers.
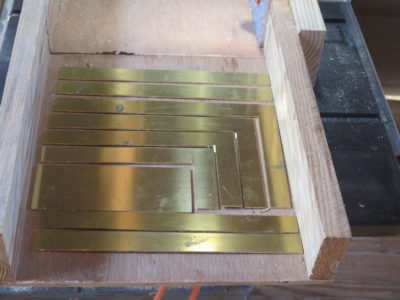
A couple years ago when I was making a set of Roubo-esque brass cabinetmakers’ squares I also wound up with a solid 30-60-90 triangle with a shoe on the short base that I have found exceedingly useful in the intervening period, especially for laying out Roubo bench dovetails and parquetry pinwheels.
As I am about to move even more into the work of parquetry I am thinking that I need a full set of 30-60-90 triangles; one with the shoe on the long base and one with the shoe on the hypotenuse.
In fact, I might need some additional ones as I move past my usual vocabulary of parquetry, including one dedicated to the 45-degree angle and another with a 22.5-degree feature, and perhaps even more. I guess I could use my EDC pocket Delve square for the 45, but a full dedicated brass set would really be nice.
This is definitely one series of exercises drawing on the use of a micrometer caliper integrated with those 10th grade trigonometry sine-cosine-tangent tables I figured would NEVER come in handy.
*************************************************
Japanese Joinery Hammer
Two years ago as I was constructing my Japanese tool box I also made a small Japanese-style (sorta) hammer for doing delicate work like driving small nails and pins and adjusting planes. I recognized at the time the void in the kit of a beefier hammer for doing joinery. It will be nearly identical to the smaller one except for the scale, being made from 1″ square bar stock rather than the 1/2″ bar stock of the previous one.
I’ve always wanted a set of stamps/branding irons for marking my new work with my sign, the barn logo, and the date. I would need three separate items, one to create an embossed presentation of my stylized initials, one for the simpler barn logo, and one would be a set of the letters “M, L, X, V, I” for the year/number stamp. Hey, if you are going to live in the past, go way back.
I know there are companies out there who do that for a reasonable outlay, but I’d like to give it a try myself. Actually, I might need two complete sets — small ones, for small objects, and large ones for larger objects such as Gragg chairs. Since I keep plenty of raw metal bar stock on hand that would suit my needs for that undertaking, I’m going to give it a try.
I hope to start these sometime in the next couple weeks, so there may be some posts about that in a month or so.
Years ago, I bought an infill smoother and got part way through its restoration. This is the year to finish it with fitting a new iron (already in hand from Josh) and a new wedge. My only question at this point is, “How ‘over the top’ do I make the wedge?
Expanding My Selection of Tools from Roubo’s Veneering Tool Kit
During the creation of the English translation of Roubo’s L’Art du Menuisier I made a number of tools for completing some of the accompanying photo essays in the books. This did not satisfy my appetite for his tool kit but merely whetted my appetite. The tools I make from the oeuvre will not be for curiosity-only purposes, these will be tools I expect to use in the shop regularly. They worked in 1760, I expect they will work after the Zombie Apocalypse.
In some cases the tools will be even more of the iterations I already possess (bar clamps) and in other cases they will be new to my tool kit (veneerer’s hammer [as opposed to veneer hammer]), and some completely off the grid (oval cutter).
Now that I have the foundry set up on the first floor, I really have no excuse to not start metal casting. Well, except for the need to refabricate the large entryway, allowing me to roll out the smelting furnace from the interior space.
It might be just fine having a thousand degrees worth of hot indoors with a wooden floor above, but I would rather not test that hypothesis as a starting point. Perhaps if there is a streak of ultra-mild days upcoming (it’s been unseasonably warm thus far this winter) I can get that task done.
To be sure the first project on the slate for the foundry is to move forward with replicating the infill mallet from the Studley Tool Collection. Having that prototype in-hand would be a great excuse to revisit the collection itself, to compare my replica with the original. Obviously, Mister Stewart gets the first unit off the non-assembly line, should he want it.
Right behind the Studley mallet in the queue is my finger plane project, with its thus-far three models underway. I started working on these models 15 years ago if the date stamp on the images is correct. I do not need these tools from a utilitarian perspective, but I do need them from a creative one.
Once I get the foundry humming along as a routine activity there is no telling what I can imagine making.
One of the aspects of having a humungous Fortress of Solitude like the barn, four stories of 40′ x 36′ space, is that there are a multitude of nooks and crannies into which things can be tucked, stuffed, crammed, lost, and re-discovered. I call these instances my own “Clean Up Christmases,” when I come across treasures I had forgotten, or at least misremembered.
Such has been the case recently when prepping the classroom for this coming weekend workshop Historical Wood Finishing. As the first class there in over two years, the space had, shall we say, devolved. That pesky Second Law of Thermodynamics; they tried repealing it but it just didn’t take. It has taken me over two weeks to get it ready for the group on Saturday. The level of “rearrangeritis” (full credit to James “Stumpy Nubs” Hamilton for coining the phrase to describe an all-day travail when moving one thing in his crowded shop) has been monumental, and monumentally rewarding on several fronts. It has also given me time for contemplation about future projects, a topic I will address in numerous upcoming posts.
At the moment I am mostly reveling the rediscovery of two caches that were set aside for some future completion. The first is the two sets of brass Roubo-esque squares fabricated before and during that workshop more than two years ago; all it will take is a day or two with some files and Chris Vesper’s sublime reference square to get them up and running.
A second trove is the pile of French oak scraps from the multiple iterations of the FORP gatherings in southern Georgia. I brought them home in order to turn them into veneers, probably oyster shell style, to use on some as-yet-unknown project. That “unknown” identifier is becoming more “known” as the days go by. Then, much like my shop being the only one in the county with two c. 1680 parquetry flooring panels from the Palais Royale in Paris, my tool cabinet will be the only one with veneers from some c.1775 oak trees from the forests surrounding Versailles.
Who knows what other “Christmas” presents I might find during the never ending effort to impose order on my space? Stay tuned.
At first glance the patternmaker’s tool kit might seem nearly identical to that of the furniture maker. Scribes, squares, dog-leg paring chisels, marking gauges (of which this kit had more than a half-dozen) etc., are identical even though their uses may be a bit different. But the tools are the same.
Even their differences might be chalked up to meaningless peculiarities, but they are not. Here is a brief review of some if those items unique to patternmaking, or uses of typical tools for particular applications.
Shrink Rules/Scales
Especially at the industrial scale resides the inescapable fact that molten metals shrink when they cool and solidify, and the degree of shrinkage depends on the metal alloy in question. For this reason the patternmaker’s kit includes a variety of precision rules that take shrinkage into consideration, and when a new pattern is commissioned the drawings are transferred to a full-scale master made on a new piece of hardwood plywood with the dimensions established by the shrink scale. In other words if the item being designed is to be 12″ long, in true measurement it would be 12 inches plus some fraction, but all of the scale delineations are created proportionally. Thus when we were making pump shell patterns for dredging operations, our main business, sometimes those patterns would measure 6, 8, or 10-feet in diameter (or even bigger). When cast in grey iron the patterns for a 10-foot shell diameter were actually 10′ + 10/8ths inches in diameter (10′- 1-1/4″) since the shrink rate for iron is 1/8″ per foot of dimension. This issue is rarely a fundamental consideration for the scale at which I cast these days. For example when calculating the shrinkage on the Studley mallet bronze shell, with an overall dimension in the neighborhood of two inches given the shrink rate of bronze as 3/16″ per foot, the mallet shell casting would shrink 1/6th of 3/16″ or about 1/32″. Even though I will use a shrink rule to lay out the pattern, I could probably get by without it. Once I get done casting the mallet heads I will be moving on to patterns for the Studley piano maker’s vise, and that will be large enough to use the shrink rule for sure.
Dividers and Trammel Points
Dividers are critical for transferring the shrink-layout dimensions to the pattern itself. This speaks to the importance of the master layout, usually executed on a pristine piece of hardwood plywood, as patternmakers realize and generally live by the ethos that “measuring is the enemy.” If you get the master layout correct it is a regular routine to use dividers and trammel points to transfer and establish all dimensions for constructing the pattern from the layout. In fact once the master layout is completed the only thing I can recall using the shrink rule for was when planing the laminar sections for stack laminated construction that was the norm when I worked in the trade. I think it is pretty much a dead trade, nowadays everything is done with compewders and CNC/3D printing fabrication.
Beveling Gauges
Tapered angles are a huge part of a pattern, particularly in the tapers of edges that are more-or-less perpendicular to the parting line, This bevel is known and “the draft” and to my knowledge always resided around the neighborhood of 2-degrees. Thus a machinist’s combination square set with a protractor head was used almost every day, augmented with a bevel gauge for transferring the draft angle to the table saw and sanding machines (see below). I probably used my protractor head with a 24″ rule more in one week at the pattern shop than in the 40 years since.
Sculpting Tools – Inside (Gouges and Draw Spoons)
Whenever a pattern shape has to be derived by handwork rather than lathe work, the two tool types employed for working the inside curves were gouges, of which there were a dozen or more in the full kit, and draw spoons, usually numbering a half dozen in graduate sizes. The gouges are peculiar in that they have interchangeable handles, shanks, and heads, and usually made from high-chromium steel with very thin walls, and several are in-camber. These are pushing tools, not striking tools.
If you have followed my work on Gragg chairs you have seen frequent use of draw spoons for working the swale of the seat deck. They were used in a similar manner for working for the pattern shop as large, sweeping interior hollows were shaped delicately with the draw spoon.
Sculpting Tools – Outside (Spokeshaves)
Virtually all of the outside sculpting was accomplished with spokeshaves, seemingly undersized by furniture makers but capable of really hogging off material when necessary, or feathering a finished surface. Patternmakers usually owned and used at least a half dozen brass spokeshaves.
Fillet Irons
Another truth about metal casting and shrinkage is that whenever two surfaces meet at a right angle or anything near, the crisp inside corner needs to be filled with a cove molding to soften the transition from one plane to the other, otherwise the casting will crack at that line. In my experience this cove was established by shaped wax sticks, called fillets, which were purchased in bulk as literal cove moldings in wax. I recall many, many hours carefully heating both the polished steel ball serving as the anvil, and the long wax sticks, then pressing the warmed wax molding into the inside corner using the fillet iron of the correct size.
This set of fillet irons even came with a scribed pattern block for making scrapers for each iron.
If it went well there was very little scraping afterwards to achieve a perfect inside corner, other times required some shaping with home made scrapers, one for each size of fillet.
Fillet Cutters
In the days before my time in the foundry fillets were cut from the edges of very thick pieces of leather using fillet cutters to create the roughly triangular fillet. These tools would be pulled across the edge of the leather sheet, usually along a straightedge, resulting in a cove-ish strip of leather to use as the fillet. These leather fillets were applied using glue and brads, and the whole assembly was finished by heavy burnishing with the fillet iron. I never had to use this method but since I have a set of the cutters and live in cattle country, come the zombie apocalypse I will be ready.
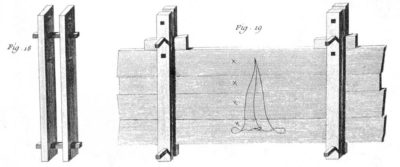
Core Box Planes
In the Golden Age of Foundries there was probably no bigger component of the industry than that of making pipes. Think about the civic infrastructure whether on a single building scale or a national scale. It was all made from or connected with pipes or pipe-like elements. Making an outside sand mold to cast pipe-ish shapes is no big deal, all the expertise was applied to the problem of making a sand mold “core” to establish the cylindrical hollow insides. For that process a special “core box” had to be made for each unique casting. Often the shape of the box was achieved with core box planes, of which there were many varieties.
Some looked more akin to a set of hollows-and-rounds,
others were similar to the H&R set but instead of full body planes they had a single body with interchangeable soles and irons,
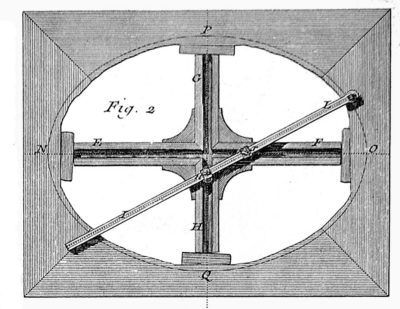
and undoubtedly the weirdest ones were metal frames with notched outriggers to ride on the outside of the core box and were equipped with ratcheting rotating cutting arms that advanced a few degrees around the compass to complete the half-core. Oh, and these mechanical core box planes looked suspiciously like a Klingon warship. There is yet a fourth version that is essentially a right-angle sole bisected by the iron, but I do not own one of those. NB – metal casting of almost any kind involves core box work regardless of the shape so long as the casting has a hollow configuration.
Power Tools and Accessories
Patternmaking since the mid-1800s has employed a variety of machines for fundamental work. Included were power planers (I just use my lunchbox planer but if I did lots of patterns I would get my Mini-Max 14″ combination machine up and running) that could quickly and precisely dimension stock to the peculiar measurements required especially for stack laminated patterns, tables saws, disc sanders and oscillating spindle sanders to allow working to the middle of a cut-scribed layout line at a precise bevel angle usually 2-degrees.
If you follow my trek down the metalcasting road you will see all of these tools demonstrated over time. Well, maybe not the core box planes as I have little intention of casting large pieces of iron pipe.
Stay tuned.
PS I was wondering if I should make a start-to-finish video on metal casting, but I gotta get the Gragg video done first.
With the decks finally cleared, well mostly cleared at least enough for me to get going down a path whose map has been known for several years, I gathered all the reference materials needed to make the casting patterns for the bronze heads of the HO Studley infill mallet. In addition to the detailed measurements I made when examining the original while assembling the book and the exhibit of the tool cabinet and workbench I had some additional resources. First, as I have mentioned previously, are the hundreds of photographs. Second are the set of silicon rubber molds I was allowed to take from the original. Third, I move forward with the encouragement of the owner of the tool collection itself; I contacted him when the idea for making replicas was first coming into focus. He was enthusiastic about the idea and I believe very appreciative of my consideration in asking his permission. He is indeed a very conscientious historical steward and as I have stated explicitly, he is exactly the right owner and caretaker for this treasure.
In many respects the first two items are combined as I have noted the detailed measurements on the detailed photographs.
But even detailed images and numbers are not the same thing as three-dimensional representations of the real thing. Taking the silicon molds I made several study castings in wax so that I could more faithfully represent the original in my own pattern modeling. Given the dimensional inertness of the molds and the wax castings made from them I can get truly precise measurements and relationships from exact representations of the mallet head itself.
Time to set up a dedicated space, get my tools and go to work.
Examining the original mallet in HO Studley’s tool ensemble and comparing it to the foundry practices I was taught 40+ years ago, several things came clearly(?) into focus. First and foremost, this might be the most exquisite sand casting I’ve ever seen. Certainly it was way better than anything our foundry produced, and I think we had a top-of-the-heap casting quality. On the iron/steel side of things the foundry could produce excellent castings up to a 10,000 pound heat size, and on the brass/bronze side the limit was about 600 pounds. The molders were first rate and experienced, the Pour Masters had been doing it since the Mezozoic Age, but even then our castings were nothing like that evident on Studley’s mallet.
Admittedly we were making industrial machinery where surface finish was generally of little importance, so we might have used a coarser sand than was used for the mallet head. I believe it came directly from the sand with minimal clean-up and it is glorious. (Alternately the surface was worked — cutting off sprues and gates, etc. — and then bead blasted, but the level of crisp detail remaining might argue against that. Since I was not allowed to disassemble the mallet head [this could not have been accomplished without completely destroying the object, a sorta Studleyesque version of the Heisenberg Uncertainty Principle] much of my thinking at this point is pure conjecture because I cannot make direct observations).
Of my hundreds of images of the mallet, the one shows the casting “seam” most clearly (my foundry’s term for this was “the flashing line”). My main question to myself is, “Do I want to make this exactly as did the original patternmaker and foundryman, or do I make the way most in keeping with my own experience?”
As a patternmaker, and I am currently working up the patterns for casting the infill mallet head myself, I was struck by the orientation of Studley’s mallet casting. My history and inclinations would lead me to make the casting as though the mallet was laying down flat, in other words splitting the pattern and the casting along a vertical plane dividing the casting roughly in half. The Studley mallet casting was turned 90 degrees from the way I would do it, and required the core (the block of sand that occupies the empty internal space) to be inserted into the floor and ceiling of the sand mold rather than laid in the dividing line of the mold.
As I move forward I will blog about all of this in great detail, probably more than you ever wanted to know.
One of the things percolating to the top of the “Needs To Be Done on the Homestead” list over the past winter was the clearly evident need to bring some attention to the roof of the cabin. We had the standing seam roof washed and painted right after we bought the cabin twenty years ago but it was once again showing some age. I think the metal roof was probably installed around 1980 but there is no evidence one way or another. I only know it was looking tired in 2001.
My original thought for this summer was to get the old roof pressure washed and coated with roll-on epoxy paint. (My days of scampering around a steep roof are past, so the only certainty was hiring someone to do the task.) Asking around I got a sense of what that might cost but ran into a hurdle of finding someone who lives in the area to do the job. It was then that we saw the new roof going on the house of the farmer from whom we buy milk. It was a new, beautiful honest-to-goodness traditional standing seam roof, albeit with a baked enamel finish, and when I asked him about it he told me that one of the Amish families new to our area had done the job.
Not long after that I took Mrs. Barn and the older Barndottir to the new greenhouse just south of town, also operated by the same Amish family. While there I happened to speak to the father about our possible project and within a fortnight he was up to give me a bid. His estimate for removing the aged roof and replacing it entirely with brand new baked enamel steel roofing was almost the same price! The decision was not really hard to make.
Given the large number of aging standing seam metal roofs here in the hinterland he has been kept busy almost non-stop repairing and replacing them. He told me they moved here to be full-service carpenters (our county has one electrician, one plumber, and two home improvement enterprises so it was fertile territory) but his roofing work has pushed almost everything aside. We got on the schedule for a new roof in October. Then two weeks age we were notified that there was an opening in the calendar and our new roof project would begin the following day.
One of the drawbacks to living in such a remote are with such a sparse market of skilled tradesmen is that getting someone to do a job and do it in the time promised is pretty discouraging. So, when the roofers said they would show up at 9AM the following morning we were anxious to see if it would actually come to pass.
They arrived around 8.30AM. And, got the cabin roof stripped and installed in one day, using their mobile rolling mill to crimp all of the metal panels on the spot. Good thing as there was rain in the forecast. We knew in advance that they would be gone for three days attending a horse auction.
The second work day they also said they would be here around the same starting time. That was an untruth. They arrived at 7.20 and began installing the front porch roofing almost as fast as they were stripping off the old. By early afternoon they were packed up and gone with the flashing, storm clips and gutters installed and the job site cleaned up. I gladly handed over the check for the full payment.
I for one am thrilled at the prospect of more skilled tradesmen moving in to the region and I am helping a newly arrived Amish blacksmith build a foundry in his shop using one of my smelting furnaces. Now that is going to be fun!
Back by popular demand – sandblasting! I am delighted to profile my complete sandblasting system.
The starting point is my “nothing special” $75 Craiglist compressor in the basement of the barn, residing there because it is a diaphragm compressor head rather than a piston head and thus pretty noisy. The compressor unit is a 2 HP motor/head attached to a 10 gallon tank. The compressor is attached to the air-abrasive gun via a typical reguator/air hose system and quick-release pneumatic fittings. I generally operate my blasting gun at around 40 psi which gives me good control and adequate aggressiveness and is well within the capacity of the compressor.
The blasting gun attached to the hose is a siphon-feed unit, ancient (probably Craftsman) but indistinguishable from some thing you could buy tomorrow at Harbor Freight.
The system operates like this: The air running through the gun nozzle creates a partial vacuum in another feed-line fitting/tube which draws the abrasive medium through the siphon tube. In that effect it is identical to a paint spray gun, but instead of pulling up liquid paint and atomizing it through an atomizing nozzle it is sucking up the abrasive and focusing it through the gun output aperture. As a general practice I simply jam the end of the siphon tube into the bottom of the abrasive reservoir, almost always just a bag of the abrasive or a five gallon bucket if I am feeling fancy. I refill the bag/bucket with “overspray” abrasive gathered from the trash can. I’ve thought about getting a fixed metal “hopper” reservoir but the bag/bucket work just fine for me.
One final word: make sure to wear eye, hand, and face protection. Really. I generally use a face shield, light leather or rubber gloves, and a dust mask or respirator. You do not want to get even a smidge of this in your eyes or lungs.
===============================================
BTW I got my stitches out yesterday and much to the doc’s surprise I have had zero discomfort since Saturday, when I became pain free and cane free. As he commented, “This level of recovery is unusual for someone at your stage of life.” Apparently for geezoids like me the cartilage pain is compounded by an even more severe arthritis pain, which I do have some but not yet to the serious pain level. If arthritis is the foundational pain problem, repairing the cartilage will not diminish the pain to my current level of “0.” Still a little stiffness but that will disappear with motion and PT. I’ve been told to take it easy for a month, which I will probably sorta do. Off to mow the lawn.
One of the tools integral to a multidimensional shop is a sandblasting rig. All it takes is an air compressor and hoses, a blasting gun, and some abrasive to feed through the gun.
Since I have been doing some tool and metal restoration and finishing lately it was time for me to dust off my vintage sandblasting gun, itself an artifact of unknown age from my late Dad’s workshop. It still works like a charm for my needs. One aspect of sandblasting that often discourages new users is that the medium (the particulate abrasive used to scour the surface) tends to go everywhere and the entire space gets gritty in a big hurry. The typical solution to the problem is an enclosed blasting cabinet, and almost every commercial metals shop has one. But I am not a commercial shop and did not want to dedicate the space and money to get one for my occasional uses.
After giving the problem a bit of thought I came up with a solution that suits my needs perfectly, and that solution was to create a cradle inside a trash can to use as my blasting platform. With a piece of 1/2″ x 1/2″ hardware cloth from my scrap inventory I cut and bent it to fit down inside one of my trash containers such that the object being blasted was about nine inches below the top lip. Working that far down, and always blasting in a downward direction, meant that the gritty abrasive went to the bottom of the container. This not only prevents widespread deposits of the grit everywhere, it also allows for me to simply pour it back into the abrasive bag to reuse the next time I fired up the system. There is a bit of fine dust coming out of the chamber but I deal with that by simply taking the plastic trash can out into the driveway and let the air current waft it away.
As for the abrasive medium itself I just buy it from Tractor Supply. I get two grit sizes but mostly rely on the fine grit. The coarse grit is reserved for anything really encrusted with rust or other accretions.
For restoring the hand planes as gifts my air abrasive system gets an old plane stripped of rust and old chipped paint and ready for restoring in about 90 seconds.




























































Recent Comments