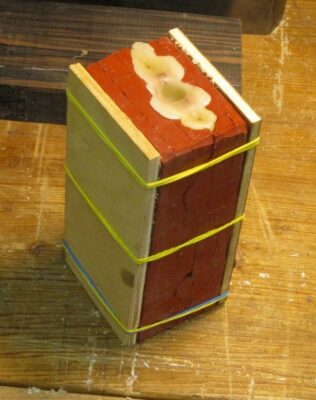
The next morning I demolded the first half of the silicon rubber for MattC’s hammer head. I cleaned all the surfaces of any residual clay from the embedding. I spread a parting agent (petroleum jelly) over all of the silicon mold surfaces and reassembled the first half mold including the original wooden master pattern and the attendant elements. [Sorry for the blurry pic — note to self, do not drop your camera on the concrete floor, it don’t work so good after that)
Reconstructing an identical plastic brick dam, I repeated the mixing and Matt poured the liquid silicon molding material and we let it sit again overnight to harden.
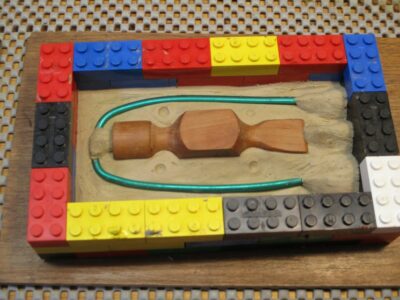
Once the entire rubber mold was separated and cleaned it was ready to go for making wax models for lost wax casting. I did cast one wax pattern and saw that I needed to expand the sprues a little with a scalpel. Had I used a larger piece of wire or tubing there would not have been a problem.
Just for the heck of it I walked him through the process for casting pewter directly into the mold, which requires depositing powdered graphite on all the cast surfaces to reduce the surface tension of the molten metal. I mimicked the process with wax and he got a kick out of the metallic-looking wax pattern.
At this point I turned the mold over to Matt to proceed with the enterprise from his end. My work was done.
I (a/k/a “Maker 1”) recently spent some time in the barn with my friend MattC, a tool enthusiast, collector, purveyor, and maker (a/k/a “Maker 2”). Matt wanted to learn about making rubber molds from which wax patterns could be made for lost wax casting, so I demonstrated techniques for doing just that. As a test exercise we used the wood pattern for a hammer he is hoping to produce.
Here’s a very brief report on that process.
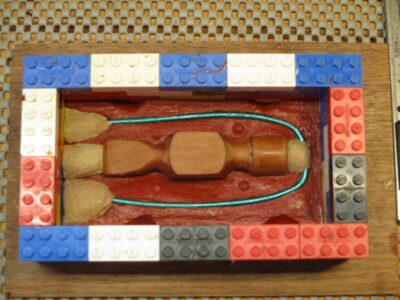
First, I embedded the wooden master pattern in sulfur-free modeling clay, to an approximate halfway parting line (sorry for the blurry photo). The “sulfur-free” descriptor is a critical one because silicon molding rubbers will not set in a sulfur-contaminated space. Getting the contact margins with the master pattern is critical to getting a nice, clean two-part mold.
Once the embedding was complete I built a rectangular dam around the assemblage using my old favorite plastic toy bricks. At this point I added a heavy wire sprue to the mold, along with the necessary gates to get the molten wax into the rubber mold. In this case I constructed three funnel gates at the top of the mold and one through gate at the bottom, connecting the sprue and the master pattern. All of these will be hollow voids in the end.
With everything ready to go I mixed up the silicone rubber molding material, using a disposable cup and my digital scale. The rubber I chose for this project was Polytek 71-60, a fairly hard rubber that can accommodate low temp metal casting directly into the rubber mold. I’ve used this product for decades and find it amenable to my work. It is, of course, now discontinued. I do believe that the Smooth-On company makes an analogous product although I have not yet tried it.
Ideally the container of mixed rubber would be placed in a vacuum chamber to draw out any air bubbles, but since I do not have one set up at the moment I just let it sit for a few minutes and popped all the bubbles rising to the surface, essentially reducing the overall vapor pressures within the liquid solution.
Additional methods of dealing with any remnant air bubbles include my holding the cup fairly high over the embedded master pattern and pouring a very thin stream of the liquid into the void. The long, thin stream breaks up most of the remaining bubbles. Furthermore, I always start pouring away from the pattern itself and allow the liquid rubber to flow over the surfaces on its own, which also reduces any bubble issues.
Finally, when the plastic toy brick flask is full, I spend a few minutes popping any bubbles that emerge on the surface, once again reducing the vapor pressure within the liquid and eliminating any risk of bubbles being permanent against the surface of the patter (the ultimate problem).
Depending on the temperature and freshness of the silicon rubber solution (there are definite shelf-life issues with these products), I return to de-mold the first half of the final mold in four to six hours. Usually, I just wait overnight.
Now that I have the foundry set up on the first floor, I really have no excuse to not start metal casting. Well, except for the need to refabricate the large entryway, allowing me to roll out the smelting furnace from the interior space.
It might be just fine having a thousand degrees worth of hot indoors with a wooden floor above, but I would rather not test that hypothesis as a starting point. Perhaps if there is a streak of ultra-mild days upcoming (it’s been unseasonably warm thus far this winter) I can get that task done.
To be sure the first project on the slate for the foundry is to move forward with replicating the infill mallet from the Studley Tool Collection. Having that prototype in-hand would be a great excuse to revisit the collection itself, to compare my replica with the original. Obviously, Mister Stewart gets the first unit off the non-assembly line, should he want it.
Right behind the Studley mallet in the queue is my finger plane project, with its thus-far three models underway. I started working on these models 15 years ago if the date stamp on the images is correct. I do not need these tools from a utilitarian perspective, but I do need them from a creative one.
Once I get the foundry humming along as a routine activity there is no telling what I can imagine making.
At first glance the patternmaker’s tool kit might seem nearly identical to that of the furniture maker. Scribes, squares, dog-leg paring chisels, marking gauges (of which this kit had more than a half-dozen) etc., are identical even though their uses may be a bit different. But the tools are the same.
Even their differences might be chalked up to meaningless peculiarities, but they are not. Here is a brief review of some if those items unique to patternmaking, or uses of typical tools for particular applications.
Shrink Rules/Scales
Especially at the industrial scale resides the inescapable fact that molten metals shrink when they cool and solidify, and the degree of shrinkage depends on the metal alloy in question. For this reason the patternmaker’s kit includes a variety of precision rules that take shrinkage into consideration, and when a new pattern is commissioned the drawings are transferred to a full-scale master made on a new piece of hardwood plywood with the dimensions established by the shrink scale. In other words if the item being designed is to be 12″ long, in true measurement it would be 12 inches plus some fraction, but all of the scale delineations are created proportionally. Thus when we were making pump shell patterns for dredging operations, our main business, sometimes those patterns would measure 6, 8, or 10-feet in diameter (or even bigger). When cast in grey iron the patterns for a 10-foot shell diameter were actually 10′ + 10/8ths inches in diameter (10′- 1-1/4″) since the shrink rate for iron is 1/8″ per foot of dimension. This issue is rarely a fundamental consideration for the scale at which I cast these days. For example when calculating the shrinkage on the Studley mallet bronze shell, with an overall dimension in the neighborhood of two inches given the shrink rate of bronze as 3/16″ per foot, the mallet shell casting would shrink 1/6th of 3/16″ or about 1/32″. Even though I will use a shrink rule to lay out the pattern, I could probably get by without it. Once I get done casting the mallet heads I will be moving on to patterns for the Studley piano maker’s vise, and that will be large enough to use the shrink rule for sure.
Dividers and Trammel Points
Dividers are critical for transferring the shrink-layout dimensions to the pattern itself. This speaks to the importance of the master layout, usually executed on a pristine piece of hardwood plywood, as patternmakers realize and generally live by the ethos that “measuring is the enemy.” If you get the master layout correct it is a regular routine to use dividers and trammel points to transfer and establish all dimensions for constructing the pattern from the layout. In fact once the master layout is completed the only thing I can recall using the shrink rule for was when planing the laminar sections for stack laminated construction that was the norm when I worked in the trade. I think it is pretty much a dead trade, nowadays everything is done with compewders and CNC/3D printing fabrication.
Beveling Gauges
Tapered angles are a huge part of a pattern, particularly in the tapers of edges that are more-or-less perpendicular to the parting line, This bevel is known and “the draft” and to my knowledge always resided around the neighborhood of 2-degrees. Thus a machinist’s combination square set with a protractor head was used almost every day, augmented with a bevel gauge for transferring the draft angle to the table saw and sanding machines (see below). I probably used my protractor head with a 24″ rule more in one week at the pattern shop than in the 40 years since.
Sculpting Tools – Inside (Gouges and Draw Spoons)
Whenever a pattern shape has to be derived by handwork rather than lathe work, the two tool types employed for working the inside curves were gouges, of which there were a dozen or more in the full kit, and draw spoons, usually numbering a half dozen in graduate sizes. The gouges are peculiar in that they have interchangeable handles, shanks, and heads, and usually made from high-chromium steel with very thin walls, and several are in-camber. These are pushing tools, not striking tools.
If you have followed my work on Gragg chairs you have seen frequent use of draw spoons for working the swale of the seat deck. They were used in a similar manner for working for the pattern shop as large, sweeping interior hollows were shaped delicately with the draw spoon.
Sculpting Tools – Outside (Spokeshaves)
Virtually all of the outside sculpting was accomplished with spokeshaves, seemingly undersized by furniture makers but capable of really hogging off material when necessary, or feathering a finished surface. Patternmakers usually owned and used at least a half dozen brass spokeshaves.
Fillet Irons
Another truth about metal casting and shrinkage is that whenever two surfaces meet at a right angle or anything near, the crisp inside corner needs to be filled with a cove molding to soften the transition from one plane to the other, otherwise the casting will crack at that line. In my experience this cove was established by shaped wax sticks, called fillets, which were purchased in bulk as literal cove moldings in wax. I recall many, many hours carefully heating both the polished steel ball serving as the anvil, and the long wax sticks, then pressing the warmed wax molding into the inside corner using the fillet iron of the correct size.
This set of fillet irons even came with a scribed pattern block for making scrapers for each iron.
If it went well there was very little scraping afterwards to achieve a perfect inside corner, other times required some shaping with home made scrapers, one for each size of fillet.
Fillet Cutters
In the days before my time in the foundry fillets were cut from the edges of very thick pieces of leather using fillet cutters to create the roughly triangular fillet. These tools would be pulled across the edge of the leather sheet, usually along a straightedge, resulting in a cove-ish strip of leather to use as the fillet. These leather fillets were applied using glue and brads, and the whole assembly was finished by heavy burnishing with the fillet iron. I never had to use this method but since I have a set of the cutters and live in cattle country, come the zombie apocalypse I will be ready.
Core Box Planes
In the Golden Age of Foundries there was probably no bigger component of the industry than that of making pipes. Think about the civic infrastructure whether on a single building scale or a national scale. It was all made from or connected with pipes or pipe-like elements. Making an outside sand mold to cast pipe-ish shapes is no big deal, all the expertise was applied to the problem of making a sand mold “core” to establish the cylindrical hollow insides. For that process a special “core box” had to be made for each unique casting. Often the shape of the box was achieved with core box planes, of which there were many varieties.
Some looked more akin to a set of hollows-and-rounds,
others were similar to the H&R set but instead of full body planes they had a single body with interchangeable soles and irons,
and undoubtedly the weirdest ones were metal frames with notched outriggers to ride on the outside of the core box and were equipped with ratcheting rotating cutting arms that advanced a few degrees around the compass to complete the half-core. Oh, and these mechanical core box planes looked suspiciously like a Klingon warship. There is yet a fourth version that is essentially a right-angle sole bisected by the iron, but I do not own one of those. NB – metal casting of almost any kind involves core box work regardless of the shape so long as the casting has a hollow configuration.
Power Tools and Accessories
Patternmaking since the mid-1800s has employed a variety of machines for fundamental work. Included were power planers (I just use my lunchbox planer but if I did lots of patterns I would get my Mini-Max 14″ combination machine up and running) that could quickly and precisely dimension stock to the peculiar measurements required especially for stack laminated patterns, tables saws, disc sanders and oscillating spindle sanders to allow working to the middle of a cut-scribed layout line at a precise bevel angle usually 2-degrees.
If you follow my trek down the metalcasting road you will see all of these tools demonstrated over time. Well, maybe not the core box planes as I have little intention of casting large pieces of iron pipe.
Stay tuned.
PS I was wondering if I should make a start-to-finish video on metal casting, but I gotta get the Gragg video done first.
With the decks finally cleared, well mostly cleared at least enough for me to get going down a path whose map has been known for several years, I gathered all the reference materials needed to make the casting patterns for the bronze heads of the HO Studley infill mallet. In addition to the detailed measurements I made when examining the original while assembling the book and the exhibit of the tool cabinet and workbench I had some additional resources. First, as I have mentioned previously, are the hundreds of photographs. Second are the set of silicon rubber molds I was allowed to take from the original. Third, I move forward with the encouragement of the owner of the tool collection itself; I contacted him when the idea for making replicas was first coming into focus. He was enthusiastic about the idea and I believe very appreciative of my consideration in asking his permission. He is indeed a very conscientious historical steward and as I have stated explicitly, he is exactly the right owner and caretaker for this treasure.
In many respects the first two items are combined as I have noted the detailed measurements on the detailed photographs.
But even detailed images and numbers are not the same thing as three-dimensional representations of the real thing. Taking the silicon molds I made several study castings in wax so that I could more faithfully represent the original in my own pattern modeling. Given the dimensional inertness of the molds and the wax castings made from them I can get truly precise measurements and relationships from exact representations of the mallet head itself.
Time to set up a dedicated space, get my tools and go to work.
Since escaping Mordor and relocating to the holler at the end of the road, most of my metal casting set-up has been piled in the corner, patiently awaiting my ministrations to bring it all back on board. That status changed last week when I set aside a day to tidy up that section of the ground floor adjacent to the wood/coal stove, and unpacked all the foundry accoutrements and set it all up. It was really satisfying to get everything out and get reconnected with my brain, eyes, and hands. Now the only things left to do are drop a 220v line for the kiln (for firing the refratory molds used in lost wax casting) and to rebuild the doors to the first level adjacent to the foundry.
My plan is to roll my mobile foundry cart outside whenever I am casting; I’ve never had a foundry accident, but inadvertently spilling white-hot molten metal inside a 125-year-old wooden structure is a vignette that might not have a happy ending. The doors at the opening were badly damaged in a terrific storm a few years ago and making new ones will be easier than repairing the old ones.
On top of that, in recent months I’ve made the acquaintance of a gifted Amish blacksmith who recently moved to Shangri-la and am giving him one of my smelting furnaces so together we can set up a larger foundry in his shop. That endeavor will require its own set of postings, although I must admit that I have never asked him about photographing there and am not familiar with Amish custom in that regard.
Soon the Don’s Barn blog will regularly feature even more metal work, including detailed inventory of my foundry equipment, supplies, and processes.
Beginning probably next week I will relate the account of recreating some metal moldings and medallions for use in the conservation/restoration of a late 19th century cabinet that was missing its base along with the cast metal moldings and fittings. I do not think I have told that tale here before (I’m at almost 1500 postings but much of that is not easily searchable, much less rememberable) , but if I did you get to see it again.
Somewhere in the distant mists of time I obtained two propane-type smelting furnaces, thinking I was going to get into metal casting in a bigger way than I have. I now have no expectation of this, instead focusing on smaller castings using my electric smelting furnace. These two have simply become space eaters and I just want them gone from taking up space that is more valuable for storing yard equipment and firewood. If you want them or know anyone who does, just let me know.
These do not have burner nozzles nor the requisite plumbing but that is pretty straightforward AFAIK.
It’s been almost thirteen years since the skeleton of the barn was erected, nine years since it was outfitted with the first of more than a dozen workbenches, and over six years since the first blog post. Now safely ensconced in my 65th year, lately I’ve been contemplating the entire enterprise, reflecting on how blessed I have been and continue to be. Whether it is good news or bad news, after serious consideration I have no plans to change the fundamental structure of activity on the homestead for several more years, but at some point life in the mountains will simply become too physically taxing and the barn and cabin will be in my rear-view mirror. Until then, however, it is still full(?) speed ahead with a big smile on my face, albeit not necessarily in the exact same direction nor the exact same speed. I’m working just as hard as I did when I was 30, but the output is demonstrably less. My Mom is 102 and lucid so I’ve got to think about another forty years of engagement and productivity.
Here is a sketch of what future activities might look like. No telling if it is accurate.
Conservation Projects
Early on I maintained a fairly vibrant furniture and decorative arts conservation practice but have no plans to continue much of that except for specific projects and clients. Yes, I will continue to work with the private collection of tortoiseshell boxes that I’ve been working on for more than a decade. Recently I was approached to collaborate on a couple high profile on-site projects and if those move forward, fine. I love it but at this point I’ve got other things I want to do on the priority list. And I want to truly perfect my artificial tortoisehell. And I want to explore new uses of materials in furniture preservation. And invent new materials, or novel uses of existing materials. And, and, and…
Making Furniture
I make no claim as a furniture maker of any note, but I hope to concentrate on making more in the future. I would love to maintain a small output of Gragg chairs every year, and even modify them and take them in directions Samuel Gragg never went. I also have enough vintage mahogany for eight more Daniel Webster Desks, so perhaps there are some clients who might want one. Only time will tell. I’ve always had a hankering to make some furniture in the milieu of Charles Rennie Mackintosh or Alar Aalto, so maybe that becomes part of the equation. And I have these sketches for pieces representing a collision of Roubo and Krenov while they are sitting on the porch of a Japanese temple. And Mrs. Barn has a list of things she would like for the cabin. And exploring parquetry more intensely. And finally get pretty good at woodworking in general. And, and, and…
Metal Work
I’ve always had a interest in metalworking since my boyhood when I would spend time with my Dad in his shed, melting lead weights and doing a little brazing and welding. Many of those skills have grown fallow but I am trying to get them back and take them to new places. My love of tool making has been rearing its lovely head in recent times and I have every intention of bringing that focus closer to the bullseye. And part of that has to include getting my foundry back on-line. And tuning up all my machine tools like my machinists’ lathes and mill. And getting really good at brazing and silver soldering, maybe even welding. And, and, and…
Finishing Adventures
I remain committed to looking both backwards and forwards into the realm of finishing materials, ancient and super modern. I truly believe Mel’s Wax to be a transformative furniture care and preservation product for which I have not yet discovered the key to marketing. But I will keep at it because of my knowledge of its performance and my commitment to Mel’s vision for it. And as for beeswax and shellac wax? Finishing with them may be among the oldest and simplest methods, but they can be extremely difficult and I cannot pretend to have mastered them. And what about my fascination with urushi and its non-allergenic analogs and the beautiful things I want to make from them? And what about the fifty bazillion things I do not know about shellac?And, and and…
Writing
My plate of writing projects is full to overflowing, building on a strong foundation of completed works. Notwithstanding my current struggles with the manuscript for A Period Finisher’s Manual, due entirely to my having too much esoteric material to include in a reasonably consumable book (really, how much solvent thermodynamics does the typical woodworker need to know?), I enjoy every minute I am writing even when it is driving me crazy. I’d better because my collaborator Michele Pagan is one full book ahead of me in the Roubo Series. And there are two or three more volumes after that one. And some day I need to finish the almost-completed manuscript for A Furniture Conservation Primer created with a colleague while at the SI and thus will be necessarily distributed for free via the web site. And what about my treatise on the technology and preservation of ivory and tortoiseshell? And the dozen mystery/thriller novels I have already plotted out? And who knows how many short stories about the life of First Century craftsman Joshua BarJoseph? And, and, and…
Web
My first of almost 1,200 web posts went up six-and-a-half years ago, which I understand in the world of hobbyist blogging, where blogs come and go like the tides, puts me as some sort of Methuselah. But certainly not in the same class as The Accidental Woodworker, who has been blogging daily for even longer IIRC. Ralph, I tip my hat to you, sir.
I once thought the web site/blog would be a useful portal for soliloquies about my projects and things I’ve learned over a long and rewarding career, but now I am not so sure. A while back I decided to make a concerted effort to blog at least five times a week for a year, and I think I came pretty close. Surely this would increase my web traffic! Well, not so much. At the end of this effort my web traffic was 2% lower than when it began. Despite fairly consistent blogging my visitorship has dropped by almost half over the past four-plus years. So I just scratch my head. I’m not whining, but instead recognizing that the flock who is interested in my musings is shrinking, not growing. Oh well. This is not a good or bad thing, it is just a thing, helpful in me making decisions about priorities. I have no plans to really change anything about the blog, we’ll just wait and see where it goes.When I am not somewhere else, with someone else, or doing something else, I will blog.
Recently I was chatting with someone who informed me that web sites and blogs are now passe and the currency du jour is the unholy trio of Instagram, Facebook, and Twitter. Given that and my antipathy towards the latter two it is likely that I will undertake the former at some near date (yes, I know the relationship between Instagram and Stalkerbook) . Something inside me rebels at the notion of validating the post-literate world, however. Still, the economic treatise presented by Larry the Liquidator is not only dramatic but accurate. Even the Professional Refinisher’s Group is moving forward, transitioning from a moderated email forum to a private Facebook Group, which will leave me behind. But they will survive without me and I intend to maintain contact with that circle of fellowship regardless.
Trouble is, I am by temperament a bizarre mélange of buggy whip maker and hardline “emergent order” Hayekian. Hmmm. Not really sure how that works out.
Workshops
Integral to my vision for the barn was to have it be a place of learning. As the facility was coming together, whenever I spoke to any kind of woodworking gathering the verbal response was overwhelmingly enthusiastic. The reality that unfolded was anything but. I now realize that my vision was a faulty one and the enthusiasm was superficial. Quite bluntly, almost no one wants to come to such an isolated location where local amenities are practically nonexistent, to spend a few days engaging in subjects I want to teach. Fair enough, the barn is too remote and my topics are too arcane. Like I said before, this is not a good thing or a bad thing, but just an instructive thing to add to the equation.
As a result and in recognition of reality I plan to deemphasize workshops at the barn, perhaps even eliminating them altogether, notwithstanding that I created dedicated spaces for the undertaking. Should a small group of enthusiasts approach me with the request to teach them, I will do so. That is precisely what a quartet of guys have done for next June. And, I might do an occasional blockbuster-type workshop (a Gragg chair class would be such an example, if that ever occurs; I had thought a ripple molding machine class might be such an event, but with zero response…), or I might travel a bit to teach but otherwise that part of the portfolio is likely to close. Not definitely, but likely.
Videos
Hence my transition to teaching via video. If I cannot get folks to come here perhaps my best strategy is to go to them. I have a multitude of ideas (more than twenty full-length [>30 mins.]video concepts on the list) and a brilliant local collaborator to work with. I am committed to this path to the degree that I have the time, energy, and resources.
Further I have decided that making shorter, self-produced and thus less polished “shop technique videos” might be a useful undertaking to post on donsbarn.com, youtube or Vimeo. I will explore this avenue in the coming weeks and months.
The Homestead
With several buildings, several gardens, and a power system to maintain and improve there is never a shortage of things to do here on the homestead. I want to build/expand more garden capacity for Mrs. Barn to spend time doing the thing she loves best. And fruit and nut orchards. And I want to finish creating a rifle scope for shooters like me who have lost most of the vision in their dominant eye. And another hydro turbine downstream from the current one.
And, and, and that’s all I’ve got to say on the subject.
That is The State of the Barn Address, 2019. To quote one of Mel’s favorite songs, “The future’s so bright I gotta wear shades.” Yes it is. I am living the dream.
I got this note recently, and it encouraged me immensely. This is the fellow who planted the seed in the first place in some correspondence going back to last autumn. We have continued to communicate with our respective tinkering with the process.
Hi Don,
I’ve been meaning to follow up with you on my experimentation with the gelatin molds.
In short, at least for now, I’ve changed my expectations for the gelatin mold. I have had excellent results but have changed my goal of utilizing the gelatin mold for “mass” production. Rather, I think these molds work well for making a few casts.
While the gelatin may not last for years like a silicone or urethane rubber mold, it’s key advantage is that it can be melted down after use and reused. Given the cost of quality silicon and urethane this is noteworthy.
I ended up with a basic formula of 2 parts liquid hide glue to 1 part glycerin (by volume). I bought some hardener but haven’t used it.
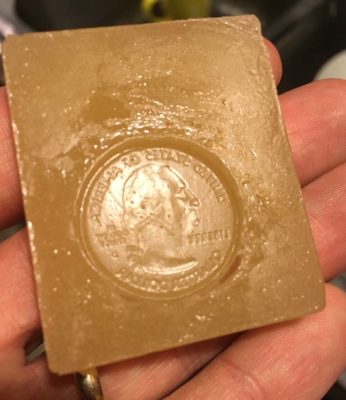
I enlisted the help of my 6 year old daughter. We started with making a mold of a quarter and then making a cast in chocolate.
Then during Valentine’s Day she made a clay sculpture and then we made another chocolate cast
Then I moved on to a simple wood carving. The gelatin mold worked well here. Unfortunately I seem to have deleted the picture of the cast. Detail replication still very high.
I have kept my recycled gelatin mold material in my refrigerator for about 3-4 months and there has been no sign of spoilage.
More experimentation to come. I’ll keep you posted on the results.
I mentioned earlier the failure of a plaster casting in a gelatin mold when I had to step back from work in the shop for a couple weeks during my vertigo incident (very much improved, only an occasional moment of lightheadedness), and my desire to try to salvage the warped, shrunken and hardened mold.
To manipulate and try to regain the utility of the mold I immersed it in hot water to see if that would do the trick. The experiment was both a complete failure and an enlightening success. Yes, the mold being manipulated started dissolving and slumping immediately, with, um, some loss of definition, resulting in it becoming a useless blob of goo.
That said it was elucidative of a correct direction in the overall enterprise, and enlightening to the future modifications. The fact that the mold could be manipulated by the hot water was instructive in confirming this strategy for a dried mold. That said it was immediately clear that the proportion of crosslinker in the original formulation was too low, so I will make a new mold with twice as much crosslinking additive. The mold had very little fungal attack so I know I am about at the right place for that additive.
So, sometimes ven failures keep you moving in the right direction.




























































Recent Comments